An industrial freeze dryer, also known as an industrial lyophilizer, is a critical piece of equipment used for preserving temperature-sensitive products by removing moisture through sublimation. Widely applied in pharmaceuticals, biotechnology, food processing, and chemical industries, industrial freeze dryers ensure long-term product stability while maintaining structural integrity, nutritional value, and biological activity.
What Is an Industrial Freeze Dryer?
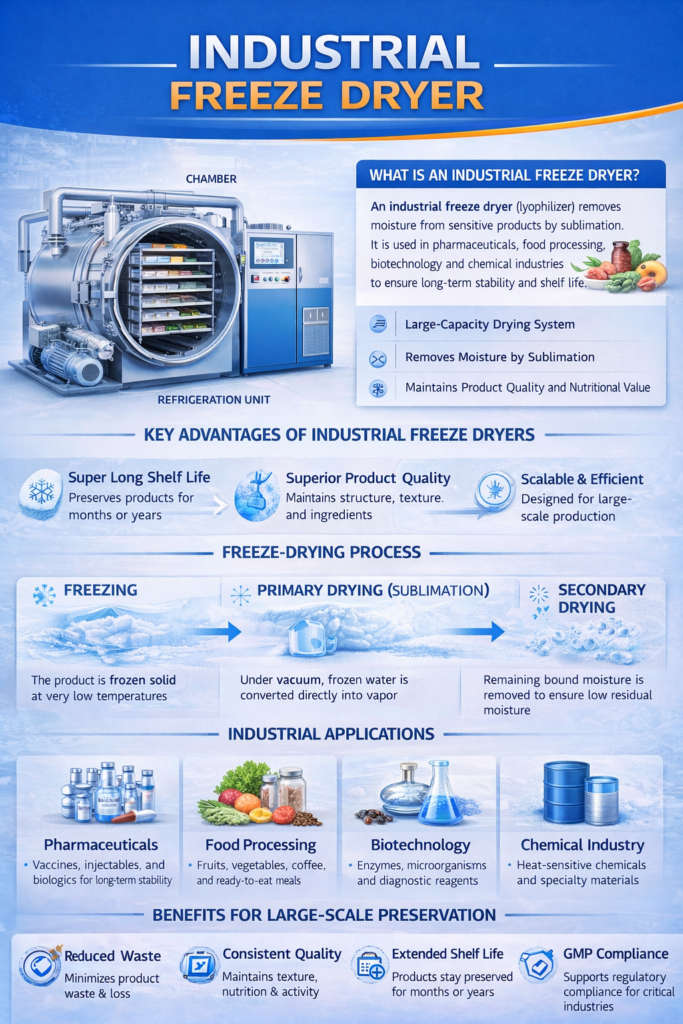
An industrial freeze dryer is a large-capacity drying system designed to process high volumes of materials under controlled vacuum and low-temperature conditions. The freeze-drying process involves three main stages:
Freezing: The product is frozen at low temperatures to solidify water content.
Primary Drying (Sublimation): Under vacuum, frozen water is converted directly from ice to vapor without passing through the liquid phase.
Secondary Drying (Desorption): Remaining bound moisture is removed to achieve extremely low residual moisture levels.
This process ensures minimal damage to the product’s physical and chemical properties.
Key Advantages of Industrial Freeze Dryers
Superior Product Quality: Maintains original shape, texture, and active ingredients.
Extended Shelf Life: Removes moisture that causes microbial growth and degradation.
Scalability: Designed for continuous or batch processing in large-scale industrial operations.
Precise Process Control: Advanced PLC systems allow accurate control of temperature, pressure, and drying cycles.
Wide Material Compatibility: Suitable for pharmaceuticals, biologics, food products, chemicals, and specialty materials.
Industrial Applications
Pharmaceutical Industry
Industrial freeze dryers are widely used for lyophilizing vaccines, injectables, antibiotics, proteins, and biological compounds to ensure long-term stability and sterility.
Food Processing
Freeze-dried fruits, vegetables, coffee, and ready-to-eat meals retain flavor, nutrition, and appearance, making industrial freeze dryers ideal for premium food production.
Biotechnology & Life Sciences
Used for preserving enzymes, microorganisms, and diagnostic reagents without compromising activity.
Chemical and Specialty Materials
Supports drying of heat-sensitive chemicals and high-value compounds that cannot withstand conventional drying methods.
Technical Features to Consider
When selecting an industrial freeze dryer, the following technical factors are essential:
Chamber Size and Loading Capacity
Temperature Range and Cooling System Efficiency
Vacuum Performance and Stability
Automation Level and Data Recording
Energy Efficiency and Operating Costs
Compliance with GMP, FDA, and ISO Standards
Modern industrial freeze dryers are often integrated with clean-in-place (CIP) and sterilize-in-place (SIP) systems to meet stringent hygiene and regulatory requirements.
Benefits of Investing in an Industrial Freeze Dryer
Reduces product loss and waste
Improves process consistency and repeatability
Supports high-value product manufacturing
Enhances competitiveness through superior product preservation
Enables compliance with international quality standards

Conclusion
An industrial freeze dryer is an essential investment for industries requiring reliable, high-quality preservation of sensitive materials at scale. By combining advanced vacuum technology, precise temperature control, and intelligent automation, industrial freeze dryers deliver unmatched drying performance, long shelf life, and consistent product quality. Choosing the right system ensures operational efficiency, regulatory compliance, and long-term return on investment.